
A cura di Ezio Mazzarella e Roberto Rava
Il poter riprodurre in più copie, perfettamente uguali, modelli,
oggetti, particolari è sempre stato il cruccio di tutti i modellisti.
Chi si autocostruisce i rotabili ha sempre sentito l'esigenza
di riprodurre le fiancate dei carrelli, dopo averne costruita
una tanto faticosamente, oppure ha sempre sognato di riprodurre
copie del muso del tal locomotore che è venuto un capolavoro,
eccetera.
I plasticisti spesso vorrebbero riprodurre quel portale di galleria
o quell'arcata del ponte che tanto hanno faticato a fare con varie
tecniche, oppure moltiplicare particolari di edifici.
Insomma la fantasia non ha limiti, ma molto spesso le difficoltà
presunte bloccano gran parte dei progetti.
Questa piccola trattazione vuole essere di stimolo a tutti per
provare a "stampare" le proprie realizzazioni da riprodurre in
più esemplari.
Fino a qualche anno fa non era facile fare riproduzioni in serie
con buone caratteristiche perché i materiali che si avevano a
disposizione non erano facilmente reperibili oppure non era facile
utilizzarli: si utilizzavano principalmente il caucciù (ancora
oggi reperibile) e il gesso.
Il gesso, in particolare, se è di costo molto basso non permette
sottosquadri (a meno che non si rompa lo stampo ogni volta o non
si utilizzi il sistema bivalve) dovendo utilizzare prodotti distaccanti
affinché il materiale colato al suo interno non formi un blocco
unico con lo stampo.
Oggi invece la tecnologia chimica ha messo a disposizione di tutti
noi prodotti dal costo non elevato, di semplice utilizzo con un
po’ di attenzione e pratica, come la gomma siliconica per gli
stampi e le resine poliuretanica, epossidica e poliestere per
le riproduzioni.
GOMME SILICONICHE
Esistono diversi tipi di gomme siliconiche aventi caratteristiche
diverse in elasticità, resistenza al calore, modalità di utilizzo.
Per le nostre esigenze modellistiche si utilizzano gomme a maggiore
elasticità e fluidità per la formazione dello stampo, se le riproduzioni
vengono fatte in resina, mentre si utilizzano gomme meno elastiche,
ma resistenti al calore, in caso di riproduzioni con leghe metalliche
bassofondenti.
Le gomme siliconiche, per vulcanizzare, vanno mescolate nelle
quantità consigliate dal produttore con il catalizzatore appropriato,
e la completa reazione chimica avviene in circa 24 ore, a 20°C,
avendo un tempo di lavorabilità (potlife) di circa un'ora.
Il lungo tempo di indurimento permette una buona fuoriuscita delle
bolle d'aria che tendono a restare incapsulate nella gomma durante
la sua preparazione (accurata miscelazione) e la colatura nel
contenitore dello stampo. Meglio sarebbe procedere ad una "degassificazione"
mediante camera a vuoto.
RESINE
Le più diffuse resine poliuretaniche sono bicomponenti e, generalmente,
vanno miscelate in parti uguali in volume.
Hanno un tempo di lavorabilità molto basso nell'ordine di pochissimi
minuti, sino ad un quarto d'ora. Tendono ad inglobare una miriade
di piccole bollicine d'aria e temono l'umidità. Hanno un tempo
di indurimento che si aggira intorno all'ora e la reazione sviluppa
calore proporzionalmente alla quantità di resina utilizzata. Il
modello può quindi essere estratto dallo stampo relativamente
presto, ma va lasciato poi riposare per qualche giorno per ottenere
la maggiore stabilità possibile.
Le resine poliestere, generalmente trasparenti, vanno miscelate
con il catalizzatore in peso e volume, per cui è consigliabile
l'utilizzo di una bilancia di precisione e catalizzano in tempi
lunghi, pari a circa 8-10 ore. Gli oggetti stampati possono rimanere
appiccicaticci per parecchi giorni per cui è bene che siano lavati
con dell'acetone.
Le resine epossidiche vanno trattate anche loro con le modalità
anzidette, anche loro sviluppano calore durante la reazione ed
induriscono in una mezza giornata.
Tutte le resine catalizzano ad una temperatura di circa 18-20°C:
temperature inferiori allungano anche di molto i tempi fino a
compromettere il risultato finale non permettendo la reazione
(si ottiene solo un "brodo" informe che rovina lo stampo); temperature
superiori ai 35°C accelerano troppo la reazione (che già da sé
sviluppa calore) non permettendo la fuoriuscita delle bolle d'aria.
ATTREZZATURE
Nel miscelare le gomme e le resine è di fondamentale importanza
rispettare con precisione le proporzioni tra catalizzatore e base
dichiarate dai produttori.
Per meglio miscelare la gomma è bene utilizzare dei contenitori
di plastica graduati, reperibili nei negozi di materiale plastico,
per la base, mentre per il catalizzatore si possono utilizzare
provette graduate, di plastica o di vetro, oppure delle siringhe
di tipo usa e getta. Meglio utilizzare contenitori che abbiano
un volume di almeno un terzo maggiore rispetto al volume di gomma
utilizzata (vedremo poi perché).
Per miscelare le resine poliuretaniche risultano molto comodi
i bicchieri di plastica per il caffè, che hanno il vantaggio di
essere semitrasparenti e di permettere facilmente il dosaggio
in parti uguali dei due componenti (se da miscelare in volume),
sono di basso costo e possono essere gettati ogni volta senza
l'assillo di dover pulire i contenitori (cosa assolutamente non
facile). Lo stesso dicasi per gli altri tipi di resina con il
solo problema di doversi munire di bilancia di precisione (oggi
quelle piccole elettroniche si trovano per poche decine di euro)
per il corretto dosaggio dei componenti.
Per effettuare una colatura in stampi che riproducono parti molto
sottili o piccole, può rendersi indispensabile l'utilizzo di una
siringa con un grosso ago per iniettare la resina all'interno
dello stampo.

Prima si è fatto cenno alla camera a vuoto che rende più facile
la fuoriuscita delle bolle d'aria, aventi all'interno pressione
atmosferica, mediante la creazione di una depressione. A nominarla
si pensa subito a qualcosa di costoso e di difficile realizzazione:
nulla di tutto questo. Ecco gli ingredienti per costruirsi una
camera a "vuoto" semplice ma efficace:
&Mac183; un vecchio compressore di frigorifero;
&Mac183; un pezzo di tubo di plastica del tipo comunemente utilizzato
per i collettori di scarico nelle abitazioni ( di diametro secondo
la dimensione dei modelli da riprodurre, ma non troppo grande
in quanto il compressore di frigorifero deve creare la depressione
nel minor tempo possibile);
&Mac183; due guarnizioni di gomma da mettere a cavallo dei bordi delle
estremità del tubo (se ne trovano di apposite);
&Mac183; due pezzi di plexiglas o di altro materiale, meglio se trasparente,
di almeno 5mm di spessore aumentando lo spessore in proporzione
alla grandezza del tubo da tappare (provare per credere, la depressione
lo fa incurvare notevolmente);
&Mac183; due rubinetti a sfera, meglio se del tipo per aria compressa;
&Mac183; un pezzo di tubo per aria compressa e nipple di raccordo.
Due parole sulla costruzione, ma le immagini dovrebbero essere
sufficientemente chiare: più difficile a spiegarsi che a farsi.
Al tubo di aspirazione del compressore và collegato il tubo per
aria compressa che a sua volta deve essere fissato ad uno dei
due rubinetti precedentemente applicati al tubo/camera. Applicare
le due guarnizioni ai bordi del tubo ed appoggiarvi i due pazzi
di plexiglas di chiusura facendo attenzione che combacino perfettamente
con le guarnizioni. Chiudere il rubinetto che collega l'interno
della camera con l'esterno e aprire quello di collegamento con
il compressore. Dare corrente e dopo pochi secondi sarà praticamente
impossibile staccare i due pezzi di plexiglas dal tubo senza essere
"Maciste". Provare per credere.
Tornando alle attrezzature occorrenti vanno elencati spatole per
miscelare la gomma, stecchetti di legno o spatole più piccole
per miscelare le resine, cucchiaini di plastica (da ricordare
di salvarli quando si va a passeggio gustandosi un gelato…) per
versare gomma e resine.
Consiglio: munirsi anche di stracci o meglio carta assorbente
da cucina e di guanti da chirurgo monouso.
IL CONTENITORE DELLO STAMPO
Per iniziare ci occuperemo dello stampo monovalva o a pozzo che
permette di ottenere riproduzioni piene (non cave, con la pratica
riescono anche quelle ) ma, generalmente, non permette di riprodurre
la base su cui viene fatto appoggiare il master. Va precisato
che il modello verrà estratto a rovescio, con i "piedi in aria",
rispetto come è posizionato nel contenitore.
Il master deve essere realizzato con materiale non poroso e non
avere "buchi passanti" per non rimanere intrappolato nella gomma.
Va ricordato che la gomma riproduce tutto perfettamente, anche
la più piccola incisione, e, di conseguenza, anche la più piccola
imperfezione (ad esempio graffi di levigatura).

Il contenitore dello stampo può essere fatto con materiali vari
come cartoncino (meglio se plastificato), plastica, compensato
(meglio se verniciato) e anche con la plastilina. Oppure mattoncini
di lego. Inoltre potrebbe essere conveniente utilizzare contenitori
già pronti come le scatole di plastica porta-diapositive o altri
contenitori vari, meglio se di plastica. Non deve presentare fessurazioni
o micro-buchi in quanto la gomma si infila dovunque.
Il contenitore deve avere dimensioni maggiori rispetto al master
di un centimetro per parte (i vari lati, compreso quello superiore)
per renderlo "autoportante" se lo stampo di gomma verrà utilizzato
senza reinserirlo nel contenitore. Ovviamente se le dimensioni
,ad esempio in lunghezza, sono notevoli và aumentato lo spessore
della parete di gomma adiacente per evitare che la pressione esercitata
dal peso della resina deformi la gomma e di conseguenza che il
modello risulti deformato ( spesso conviene reinserire lo stampo
nel suo contenitore per dargli maggiore consistenza e diminuire
la quantità di gomma utilizzata per costruirlo).
Il master deve essere fissato sul fondo del contenitore, dalla
parte della matarozza alla base, in modo stabile e sicuro, ma
non definitivo, infatti si deve eventualmente poter staccare al
momento dell'estrazione dello stampo dal contenitore. I metodi
migliori per fare questo sono l'utilizzo della plastilina, che
formerebbe anche la matarozza, oppure con della colla vinilica
e con una matarozza fatta con pezzetti di plastica o di legno.
Non bisogna aver paura di eccedere con la matarozza, perché, se
è vero che è materiale sprecato da togliere dal modello e da buttare,
il peso della resina in essa contenuta, premendo sul modello sottostante,
facilita l'espulsione delle bolle d'aria e il perfetto riempimento
di tutti gli spazi.
COLIAMO LA GOMMA
Per ottenere i migliori risultati bisogna innanzitutto mescolare
molto bene la base nel suo contenitore (tende nel tempo a depositarsi
sul fondo) cercando di inglobare meno aria possibile.
Si calcola il volume di gomma necessario ( volume del contenitore
meno il volume del modello, ricordano però di eccedere un pochino,
meglio che avanzi piuttosto che fare piccoli quantitativi aggiuntivi
di difficile dosaggio) e lo si versa dal barattolo nel vasetto
graduato.
Si preleva con la siringa, o si versa nella provetta graduata,
la giusta quantità di catalizzatore ricordando anche qui che è
meglio qualche goccia in più (piuttosto che ritrovarsi con un
brodo che non si indurirà mai!!!) e si unisce il tutto alla gomma
nel vasetto.
Mescolare il tutto molto bene, non c'è fretta : abbiamo poco meno
di un'ora di tempo prima che inizi la polimerizzazione. Attenzione
alle bolle d'aria, cerchiamo di evitarle o di farle "esplodere".
Dopo la miscelazione facciamo riposare il tutto per una decina
di minuti se non abbiamo la camera a vuoto, altrimenti mettiamo
subito il contenitore all'interno della stessa.
Azionando il compressore vedremo che, aumentando la depressione
all'interno, la gomma lievita sempre di più (fino ad aumentare
il volume di più di un terzo) "bollendo" come la polenta con le
bolle d'aria che fuoriescono rompendosi. Conviene aspettare qualche
minuto finché il livello della gomma si abbassa. Magari conviene
per un paio di volte aprire il rubinetto non collegato al compressore
per ripristinare la pressione atmosferica all'interno della camera,
far abbassare la gomma forzatamente e ripetere il processo: così
si facilita la fuoriuscita di tutta l'aria.
Ora passiamo alla colatura della gomma.
Prima di tutto, per evitare la formazione di bolle d'aria tra
master e gomma, conviene spennellare il modello con la gomma,
utilizzando uno stuzzicadenti per spingere la gomma negli interstizi.
Poi iniziamo a colare la gomma versandola preferibilmente solo
da un lato, picchettando e inclinando la scatola dello stampo
per far penetrare meglio il prodotto dovunque, sempre cercando
di inglobare meno aria possibile (eventualmente far "esplodere"
le bolle d'aria più recalcitranti con uno stuzzicadenti). Arrivati
al completo riempimento dello stampo diamogli qualche col pettino
di assestamento anti-bolle, altrimenti mettiamolo nella camera
a vuoto, controllando il fenomeno della "lievitazione" per non
svuotare letteralmente lo stampo!!.
Se tutto è stato fatto correttamente il giorno dopo ci ritroviamo
in mano un panetto di gomma elastico e non una brodaglia liquida.
Per estrarre il panetto dalla scatola basta facilitarne il distacco
dalle pareti con un coltellino o un a piccola spatola.
Per estrarre il modello master dallo stampo si deve letteralmente
sguantarlo dilatando la gomma oppure tagliandola un po’ (vicino
al modello) con un cutter ben affilato per aprirla (non troppo)
facilitando l'uscita del master.
Attenzione: la gomma siliconica, quando ha polimerizzato, non
si attacca alle superfici, ma crea un potente effetto ventosa
che potrebbe creare dei danni alla verniciatura del master o a
piccole parti non molto robuste al momento della pressione esercitata
per l'estrazione.
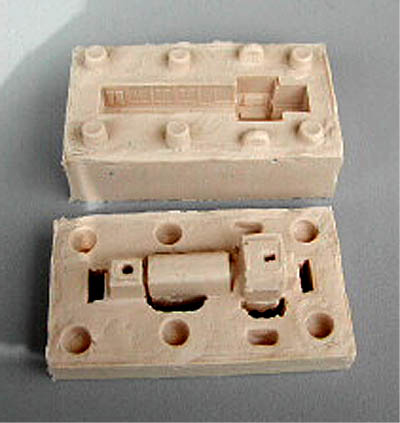
Due parole sullo stampo bivalve
Questo metodo è necessario se si vuole riprodurre un modello cavo,
oppure se non si vuole "tagliuzzare" troppo la gomma per l'estrazione
del master, in caso di riproduzione di particolari della base
, eccetera.
Conviene costruirsi un contenitore con il fondo staccabile. Si
posiziona il modello su un letto di plastilina di almeno un centimetro
di spessore curando che aderisca ben bene. Con un tubetto o con
un bastoncino si praticano delle tacche premendolo nella plastilina
tra modello e contenitore (almeno quattro tacche) che serviranno
da guida alla seconda valva.

Colare la gomma come sopra spiegato. A gomma perfettamente solidificata
togliere il fondo della scatola e togliere la plastilina. Costruire,
anche con della plastilina, le matarozze per la colatura della
resina attaccandole bene al modello.Spalmare accuratamente la
gomma con un sottile strato di grasso di vaselina ( andrebbe bene
anche della crema per le mani) poiché la gomma si incolla solo
ad altra gomma solidificata formando un blocco unico. Colare la
gomma sempre con gli stessi metodi.
Ad indurimento avvenuto si potrà aprire lo stampo togliendo agevolmente
il master, aprendo le due valve.
Note: se per un errore di dosaggio del catalizzatore la gomma dovesse
rimanere liquida conviene provare il seguente metodo di emergenza
prima di buttare tutto presi dalla disperazione.
Svuotare la gomma liquida dallo stampo e versare un paio di gocce
di catalizzatore in quello che rimane. La gomma dovrebbe indurirsi
permettendo di toglierla facilmente.
Gli stampi in gomma non durano in eterno. Permettono circa una
trentina di stampate se per estrarre il modello bisogna "martoriare"
la gomma (nel tempo inizia a lacerarsi anche all'interno), fino
ad un massimo di una cinquantina di pezzi fatti. La gomma nel
tempo si rovina anche perché tende ad assorbire i solventi contenuti
nelle resine facendola "rammollire" e diminuendo la definizione
dei dettagli riprodotti.
Per pulire gli attrezzi utilizzati per la miscelazione della gomma
basta aspettare: una volta asciugatasi sarà facile spellicolarla
dal barattolo graduato e dalle spatole.
COLIAMO LA RESINA POLIURETANICA
Leggere molto bene le istruzioni per l'utilizzo dei prodotti.
Per iniziare si consiglia di utilizzare resine che abbiano un
potlife non troppo breve: la Prochima ha messo sul mercato la
resina SINTAFOAM Plus professionale che ha un tempo di lavorazione
di circa 10 minuti e un tempo di indurimento di circa un'ora.
Altro prodotto molto valido, con il quale tanti hanno iniziato,
è la SINTAFOAM che inizia il processo di indurimento in dopo soli
3-4 minuti e solidifica in 45 minuti circa. Entrambe si miscelano
in parti uguali in volume.
Va precisato che conviene aspettare un po’ di più per sguantare
i modelli lasciandoli poi asciugare per qualche giorno nella giusta
posizione di "lavoro".
Per iniziare si devono scuotere i barattoli contenenti i due componenti.

Lasciamo riposare per circa una decina di minuti magari a tappo
aperto per permettere la fuoriuscita delle bolle d'aria .
In due bicchierini di plastica da caffè (uguali) versare i due
componenti curando che il livello di prodotto sia lo stesso in
entrambi.
Versare la base nel bicchierino contenente l'indurente (così facendo
meglio una goccia di indurente in più che una in meno).
Mescolare bene il contenuto del bicchiere fino ad ottenere un
liquido di colore uniforme e cercando di inglobare meno aria possibile.
Se utilizziamo un prodotto che ha un tempo di lavorazione sufficientemente
lungo conviene lasciare riposare il tutto un paio di minuti.

Versare la resina nello stampo in modo continuo e preferibilmente
solo dalla stessa parte, picchettando e inclinando lo stampo per
facilitare la fuoriuscita delle bolle che si annidano nei punti
a maggiore sottosquadro (ci si può sempre aiutare con l'onnipresente
stuzzicadenti).
Anche in questo caso, per facilitare la fuoriuscita delle bolle
conviene utilizzare la camera a vuoto lavorando però velocemente
e facendo attenzione a non svuotare troppo lo stampo con il fenomeno
della lievitazione delle bolle (procedere come per la gomma ad
un paio di estrazioni dell'aria riportando all'interno della camera
la pressione atmosferica e poi ricreando il vuoto, facilitando
così l'assestamento della resina negli interstizi).
A reazione avvenuta si può estrarre il modello mettendolo ad asciugare
su un ripiano stabile e nella sua posizione naturale.
Le bolle sono molto fastidiose perché possono compromettere il
risultato comportando dei difetti inaccettabili.
E' quasi impossibile eliminarle del tutto con i metodi "casalinghi",
ma con semplici accorgimenti si possono ridurre. Innanzitutto,
se compaiono sempre nello stesso punto, si può forare la gomma
per creare una via di sfogo all'aria (otterremo una matarozza
in più da togliere). Poi studiando la posizione del modello nello
stampo si può fare in modo che le famigerate bolle generino imperfezioni
nelle parti non visibili del modello stesso (ricordarsi che tendono
a salire verso l'alto). In ultimo conviene utilizzare i prodotti
alle temperature di lavoro consigliate 18-20°C (se conservate
in luogo troppo fresco, ma mai sotto i 5°C, portarle a temperatura
di lavoro per tempo) così come lo stampo e gli attrezzi utilizzati.
IMPORTANTE
I prodotti utilizzati sono composti chimici che contengono solventi
volatili dannosi, in particolare le resine. Pertanto se ne consiglia
l'utilizzo in locali sufficientemente areati e vanno conservati
fuori dalla portata dei bambini.
Le gomme siliconiche impiegate sono atossiche, ma possono dare
fenomeni di irritazione (soprattutto il catalizzatore è irritante
per l'olfatto).
Leggere sempre le istruzioni d'impiego allegate ed in particolare
le indicazioni di sicurezza.
Ezio Mazzarella e Roberto Rava
![]()
![]()
![]()
![]()
o