
Qual'e' il suo scopo? In cosa consiste? Qualche avvertenza nel suo uso?
Quando ci accingiamo a creare un modello e' normale suddividerlo idealmente in parti separate da eseguire ognuna con un metodo, con una tecnica, appropriati. Infatti, se i lamierati trovano la tecnica ideale nella fotoincisione, altre parti, piu' complesse, con spessori variabili e forme le piu' diverse, hanno come unica possibilita' quella di essere fatte a mano, una per una, assemblando tra di loro parti di semplice esecuzione che, alla fine ci danno l'oggetto che volevamo ottenere.
Per esemnpio, se e' un fanale quello che vogliamo ottenere, bisognera' che ne facciamo il corpo al tornio, poi sempre al tornio otterremo lo sfiatatoio, probabilmente in due pezzi, a mezzo lima, dischetto ed altri attrezzi costruiremo la base di appoggio che foreremo sotto per l'inserimento della lampada, con fili di ottone sottili ma di diverso diametro ricaveremo le cerniere e la grande maniglia di sollevamento. Se vorremo poi metterci il "vetro", allora dovremo fare la ghiera separata e su di essa con filo di ottone o per mezzo della fotoincisione, salderemo il triangolo di protezione. Una volta assemblati tutti questi vari pezzi avremo, finalmente, il nostro fanale.
Certo che se noi procedessimo come abbiamo visto pocanzi, costruendoci uno per uno tutti i pezzi che ci occorrono per fare una locomotiva o anche un semplice carro, beh, in una vita ne faremmo pochini di modelli!
Cosa si puo' fare allora per velocizzare il nostro processo produttivo casalingo? E' molto semplice, ricorreremo alla fusione a cera persa per tutte le cose ripetitive e dedicheremo il tempo cosi' risparmiato ad altri lavori piu' proficui all'avanzamento del nostro modello.
Qualche Solone del fermodellismo afferma che l'utilizzo di parti in fusione rende meno prezioso il modello in ottone, ma non fatevi incantare da discorsi che hanno solo un vago fondamento di realta'. Chiaramente e' pur vero che il valore aggiunto in pura manod'opera da chi costruisce tutti i pezzi costitutivi una locomotiva, uno per uno, e' maggiore, ma bisogna dire anche che moltissimi lavori noiosi, ripetitivi, tedianti, portano chi li fa a non essere sempre cosi' preciso ed attento durante la loro esecuzione, proprio per la loro entrinseca natura fastidiosa, con il risultato che tutto quel lavoro fatto per niente molto spesso tende a svalorizzare, invece che ad impreziosirlo, il modello, anche se fatto benissimo per il resto. Secondo me e' molto meglio e di gran lunga preferibile, eseguire i particolari da ripetere per mezzo della fusione a cera persa, potremo cosi' dedicare grande cura ad oggetti che dovremo fare una sola volta, facendoli al meglio, cosa che difficilmente faremmo se dovessimo farne un numero considerevole e contribuendo cosi', particolare dopo particolare, a creare un modello perfetto in ogni dove e, secondo il mio parere, di eguale pregio o addirittura superiore.
Cosa dovremo fare allora? Bisognera' che ci costruiamo i "modelli" per ogni cosa che dovremo ripetere piu' volte.
Il modello non e' altro che il particolare che comunque dovremmo fare, che pero' noi utilizzeremo, anziche' montandolo direttamente solla loco, per ricavarne una "gomma", cioe' copieremo la sua forma nei piu' piccoli dettagli grazie a speciali gomme siliconiche. Questo procedimento lo si usa anche per ottenere pezzi in resina, ed e' una semplice operazione casalinga, ma per l'ottone la cosa migliore e' quella di portare o spedire il nostro modello presso una ditta specializzata e far fare il lavoro a chi ha attrezzature sofisticate e maggiormente adatte allo scopo.
La cosa migliore e' quella di non tentare di ottenere pezzi complicatissimi in un solo pezzo, ma quella di scindere gli oggetti in parti di piu' semplice fattura e quindi di perfetta riproducibilita'. Per il fanale della foto soprastante, per esempio, ho preferito suddividere il complessivo in varie parti, che poi, una volta assemblate , con buona pace del Solone, restituiscono il fanale completo. Queste parti, che mostro qui sotto, sono: il corpo fanale comprensivo di tutti i dettagli, della parte bassa dello sfiatatoio e della base che al vero sarebbe il sebatoio del petrolio ed un "rametto" comprendente la parte di chiusura dello sfiatatoio, la ghiera anteriore portavetro con la cerniera gia' saldata, la grande maniglia soprastante il fanale e il supporto da saldare poi sul retro del corpo fanale che, al vero, e' fissato sul pancone delle loco a sostegno del fanale stesso.

Tutte queste cose le avrei dovute fare comunque almeno due volte per quella loco e poi altre due volte per un'altra loco e poi altre due volte ...
Io ho perferito farlo bene una sola volta e ce l'ho a disposizione poi per sempre; non mi pare male, vero?
Nel prezioso fermodellismo delle grandi ditte superblasonate, sempre con buona pace per il Solone, la fusione a cera persa e' una costante irrinunciabile. Troviamo fusioni in ogni dove. Cosi' solo per far capire quanti e quali pezzi di una loco artigiano-commerciale siano ottenuti con questa tecnica, mi sono divertito a colorare le parti di una locomotiva (ne ho preso una a caso tanto ne sono tutte piene) che sono realizzate a mezzo fusione. Ecco la Gr. 640 FS di Metropolitan, ditta ormai chiusa da anni, con le parti in fusione colorate in blu. E' una macchina che ha dieci anni, forse piu', oggi con la microfusine si fa ancora di piu'!

Ma quali sono le fasi necessarie per ottenere un particolare con questa tecnica? Ebbene, e' un processo lunghetto, fatto di tanti passaggi, ognuno dei quali deve avere grande attenzione per ottenere, alla fine, oggetti ricalcanti pienamente quello che era il prototipo.
Giusto per soddisfare la curiosita' di chi non ha nessuna infarinatura nel settore, cerchero' di seguire il cammino che bisogna percorrere per arrivare dal prototipo alla copia usabile su di una nostra locomotiva.
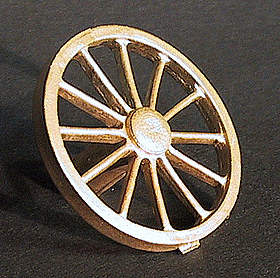
Allora pensiamo di dover costruire una ruota, una semplice ruota portante a raggi per la nostra nuova locomotiva. Abbiamo detto all'inizio che dovremo costruirne almeno una che sara' il nostro "modello" da riprodurre per tutte le volte che ci occorrera'. Il modello potra' essere costruito in mille modi diversi e con qualsiasi materiale, quello che sara' interessante alla fine e' che la sua forma sia esattamente qualla che ci serve. Andra' benissimo il legno, la plastica, il metallo, anche la cera e' usatissima per creare campioni, non c'e' problema, in questa fase va bene tutto; ovviamente, per non lasciare che sia solo il nostro occhio a determinare gli angoli di apertura tra raggio e raggio, in queste cose non e' male affidarsi al computer ed ottenere cosi' la ruota sovrapponendo strati di lamiera fotoincisa uno sull'altro, fino al raggiungimento dello spessore voluto. Questo e' perfettamente visibile nel modello proposto qui sotto.

Se noi facciamo un modello perfetto in ogni minimo particolare, la fase successiva possiamo tranquillamente saltarla; pero' non e' sempre possibile arrivare a cio' ed ho proprio scelto la ruota per mettere in evidenza questo fatto. Allora, perche' proprio la ruota? Ecco, non tanto la ruota, ma questa ruota, questa ruota fatta di tanti strati sottili saldati uno sull'altro e quindi non molto lavorabile in sicurezza per la sempre latente possibilita' che se ne stacchi qualche pezzo. Infatti la lavorazione piu' importante che manca ancora e' quella di rendere conici i raggi, cioe' grossi vicino al centro e piu' sottili vicino al cerchione. Se applicassimo questa lavorazione da fare al tornio o alla fresa su di un materiale non compatto, bensi' lamellare come quello preso in esame, sicuramente qualche raggio salterebbe, o si piegherebbe almeno in parte.
Quindi, in questi casi, si deve fare una "gomma" per ottenerne una copia in resina, molto piu' lavorabile e soprattutto assolutamente compatta.
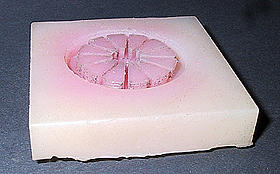
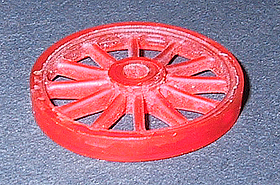
Da questa prima gomma otterremo un modello in resina esattamente uguale al prototipo, ma, come abbiamo visto, molto piu' lavorabile e rifinibile; ecco qui sotto il nuovo modello a buon punto dopo alcune lavorazioni a cui e' stato sottoposto.
Una volta avuta tra le mani la forma che ci interessa, allora saremo pronti a spedire, o a portare, il nostro bel modello presso l'azienda che ce lo fondera'.
Questa azienda, una volta ricevuto da noi il modello, provvedera' a farne il calco, sempre usando gomme siliconiche simili a quella che abbiamo usato noi, solo che questa volta non sarnno a "cielo aperto", cioe', come dice il gergo, senza la chiusura superiore, bensi' saranno bivalva, o, secondo la complessita' dell'oggetto, anche a piu' valve. Queste gomme prodotte da queste aziende sono di svariati tipi e di diversa consistenza, nella mia vita ne ho collezionato una mole, ma molto spesso si presentano come nei due esempi che vi sottopongo dopo queste righe. Si notera' che tutte e due, anche se in maniera profondamente diversa, presentano dei "riferimenti" che permetteranno in futuro di porre inequivocabilmente nella esatta posizione reciproca i due pezzi.

![]()

Ottenuta la gomma recante al suo interno l'impronta del nostro modello, il fonditore iniettera' nel vano vuoto della cera allo stato quasi liquido e sotto una certa pressione che permettera' ad essa di raggiungere ogni piu' recondito anfratto della forma da copiare, nel nosto caso la ruota. Appena la cera ha perso la sua plasticita', raffreddandosi, verra' tolta dalla conchiglia (si', si chiama proprio cosi') (aggiungo anche un'altra parentesi per dire che questa e' una fase delicatissima del processo, poiche' il piu' delle volte che i pezzi non sono venuti al meglio e' proprio a causa della troppa fretta nel togliere le cere dalle gomme, o della poca "grazia" nel farlo, che causano deformazioni gia' nelle cere che poi verranno riprodotte pari pari) e ad essa verra' applicato un "gambo", sempre di cera, che permettera' al fonditore di creare, con tutte le nostre ruote ed altre cose nostre o di altri, un alberello formato da un tronco (mattarozza) con tanti rami (grappoli), ognuno dei quali e' un oggetto, o piu' oggetti, di cera. Tutti questi rami verranno rivolti all'insu', proprio come il pino o l'abete che abbiamo a casa per le feste di Natale.
Questo alberello completamente di cera, con tutte le cere attaccate e rivolte all'insu', verra' poi posto in un cilindro metallico in cui verra' versato del gesso molto liquido che entrera' in ogni piu' minuto spazio, praticamente sostituendosi alla primitiva gomma, fino al suo completo riempimento. Questo cilindro verra' poi posto ad essicare.
A perfetta essicazione del gesso avvenuta, verra' posto in forno, questo per permettere alla cera in esso prigioniera di sciogliersi e di defluire attraverso la base dell'alberello ed abbandonare le forme in cui si trovava, lasciando cosi' vuoti i vani che prima occupava.
Una volta che tutta la cera ha abbandonato il cilindro, lo si mette a testa in giu', quindi con il foro di uscita della cera rivolto verso l'alto, dentro ad un altro forno, piu' potente, e questa volta lo si porta alla esatta temperatura del metallo che vi verra' versato, nel caso dell'ottone, a circa 1000 gradi, questo per fare in modo che il metallo che vi verra' versato scorra libero e senza "traumi" in ogni anfratto, anch'esso come ha fatto la cera nel formare il modello.
Questa e' un'altra fase decisamente importante ed assolutamente critica per la qualita' del prodotto che ne deriva, in quanto la non perfetta equipollenza tra le temperature del gesso e del metallo provocano fusioni "criccate", cioe' con tensioni interne che rendono fragilissimo il materiale che talvolta addirittura crepa, o presenta bolle causate dalla reazione del metallo fuso a contatto di zone "fredde" del gesso. Bastano lievi differenze di temperatura per determinare l'ottenimento di pezzi "monchi", cioe' mancanti di qualche appendice o di qualche particolare.
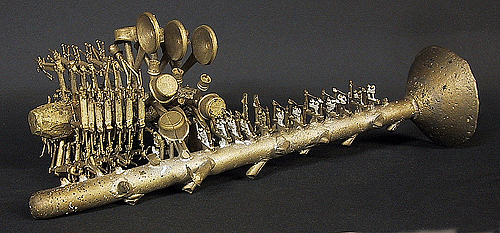
A questo punto, eseguito per bene il travaso del metallo fuso nel cilindro di gesso, bisognera' cominciare a raffreddare il tutto seguendo una procedura precisa che determina le tempistiche precalcolate a cui verra' portato man mano a temperature sempre piu' basse, fino ad arrivare alla temperatura ambiente. Qui siamo verso la fine del procedimento, infatti bastera' eliminare il gesso che attanaglia i nostri modelli per riportarli alla luce nel metallo con cui abbiamo deciso di fabbricarli. Adesso quello che era un alberello di cera e' diventato un piu' massiccio albero di ottone o di quello che abbiamo voluto. Per chi non ne avesse mai visto uno, metto qui sotto la foto di due spezzoni rimastimi con ancora molti particolari attaccati al tronco, anche se sono uno davanti all'altro tanto da sembrare uno solo, sono certo che rendono sicuramente l'idea di cio' di cui abbiamo parlato (non ho il tempo di fare una nuova foto). Se guardiamo la foto con attenzione vediamo ancora il gesso bianco che non e' stato completamente tolto da qualche interstizio e notiamo anche che alcuni particolari presentano qualche difetto sia di mera fusione, sia dipendente dall'esecuzione delle cere. Ovviamente i pezzi non rispondenti alle caratteristiche dell'originale normalmente non verranno consegnati al cliente, ma verranno nuovamente fusi ed utilizzati come materia prima per fare oggetti piu' rispondenti in una futura lavorazione.
Una volta arrivati qui, sara' sufficiente tagliare dal tronco la nostra ruota, anzi le nostre ruote, altrimenti eravamo a posto gia' prima di cominciare questa pagina, rifinirle per quel che necessitano e proseguire con il lavoro.
Penso che anche il signor Solone, di cui parlavo prima, ammettera' che non e' proprio un gioco da ragazzi ottenere belle fusioni e sara' daccordo con me nel ritenere che qui di valore aggiunto, in fatto di mano d'opera e di tecnologie sofisticate, ce n'e' un bel po', senza contare il valore aggiunto in Euro (da noi) indispensabile per poter approfittare di questa opportunita' tecnica, ma che contribuisce in modo cospicuo ad incrementare anche il valore del modello.
Ormai siamo veramente alla fine di questa lunga chiacchierata, non c'e' molto altro da aggiungere restando sulla generalita' del procedimento di fusione a cera persa (a proposito, ormai e' chiaro il motivo per cui si chiama cosi', vero?), se non che tutti questi procedimenti presentano un loro ritiro dimensionale, oh, nulla di sconvolgente, ma siccome di volta in volta questi si sommano, bisogna tenerne conto se non si vuole avere la sorpresa di trovarsi dei pezzi inadatti all'uso che ne dovremo fare. Questi ritiri sono dell'ordine dell'uno per cento per le gomme e circa del due per cento per i bronzi e gli ottoni che, insieme, fanno un ritiro globale di circa il tre per cento. I pezzi che ci torneranno indietro fusi, quindi, saranno del tre per cento piu' piccoli del campione che noi avremo spedito al fonditore. Tenerne conto significa fare i modelli che manderemo al fonditore dimensionalmente maggiorati di questa percentuale, tutto qui.
Quando si preparano i modelli bisogna fare attenzione a non creare grossi sottosquadra, meglio suddividere il pezzo in due o piu' parti; le gomme attuali sono piu' morbide di quelle di un tempo, comunque il sottosquadra rappresenta sempre un problema, se non nella fusiona vera e propria, sicuramente nell'estrazione della cera che, a causa di queste difficolta' potrebbe deformarsi, anche impercettibilmente, e produrci poi una fusione non perfettamente in linea con le nostre attese.
Un'altra semplice avvertenza potrebbe essere quella di fare attenzione a non mescolare cose massicce con cose estremamente esili; ogni fusione ha bisogno di un perfetto equilibrio per riuscire al meglio, quindi bisognera' prestare la massima attenzione a separare rametti di cose minute da corpi massicci, perche' le temperature adatte agli uni non sarebbero adatte agli altri.
Con la speranza di aver appagato qualche curiosita' di qualcuno, vi lascio proseguire nella consultazione di queste pagine.